Svařování elektrickým obloukem je jedním z typů tavného svařování, při kterém se elektrický oblouk používá k dodávce tepla pro tavení tavných ploch spojovaných základních materiálů. Aby bylo možné svařovat širokou škálu materiálů různými způsoby, existuje několik postupů obloukového svařování, a to obloukové svařování v ochranné atmosféře, obloukové svařování v plynu, obloukové svařování wolframovým plynem, svařování pod tavidlem, svařování pod tavidlem, svařování pod tavidlem, svařování trnem, svařování uhlíkovým obloukem atd. Obloukové svařování v ochranné atmosféře (SMAW), známé také jako ruční obloukové svařování kovů (MMAW), je jedním z postupů tavného svařování, při němž se oblouk vytváří mezi tavidlem obalenou elektrodou a vodivými základními deskami. Elektroda je zde spotřební, a proto se na ní taví usazeniny na svarové liště, které dodávají přídavný materiál. Tato spotřební elektroda se dodává ve formě krátké tyče, a proto je nutná její častá výměna. To přerušuje proces a snižuje produktivitu. Kovová elektroda je také obalena vhodným tavidlem, které ji chrání před oxidací. Toto tavidlo se také během svařování rozpadá a vytváří potřebný ochranný plyn pro ochranu horké svarové elektrody před nežádoucí oxidací a znečištěním. Proces SMAW se obvykle provádí ručně, a proto se používá název ruční obloukové svařování kovů (MMAW). Díky ručnímu ovládání je tento proces také univerzální, a proto má proces SMAW širokou škálu civilních a průmyslových aplikací.
Svařování kovů obloukem v plynu (GMAW) je další proces tavného svařování, při kterém se oblouk vytváří mezi souvislou holou elektrodou a vodivými základními deskami. Na rozdíl od SMAW, které využívá krátkou tyčovou elektrodu, GMAW využívá drátovou elektrodu, která má velmi dlouhou délku. Tato drátová elektroda je navinuta v bazénu, takže může být dodávána nepřetržitě po delší dobu. Elektroda je spotřební povahy, a proto se roztaví, aby se do kořenové mezery naneslo potřebné plnivo. Elektroda GMAW není obalena žádným tavidlem, a proto se ochranný plyn dodává samostatně, aby chránil horkou svarovou kuličku. Tento ochranný plyn může být buď inertní plyn, jako je argon, helium a dusík (při svařování inertním plynem nebo MIG), nebo směs aktivního a inertního plynu (při svařování aktivním plynem nebo MAG). Proces obvykle probíhá automaticky s minimálním zásahem člověka. Díky kontinuálnímu podávání drátové elektrody nabízí proces GMAW velmi vysokou rychlost nanášení přídavku, která činí tento proces vysoce produktivním. Proces však postrádá flexibilitu. Různé podobnosti a rozdíly mezi svařováním v ochranné atmosféře (SMAW) a svařováním v ochranné atmosféře (GMAW) jsou uvedeny níže ve formě tabulky.
- Jak SMAW, tak GMAW jsou tavné svařovací procesy, protože tavné povrchy základních součástí se taví pomocí tepla oblouku za vzniku koalescence. Ve skutečnosti jsou všechny procesy obloukového svařování tavným svařováním.
- Oba procesy využívají přídavnou elektrodu. Přídavná elektroda se vlivem tepla oblouku roztaví a postupně se usazuje na svarovém svazku. Poskytuje tak potřebný přídavek k vyplnění kořenové mezery. Není tedy nutné přídavek přídavku dodávat samostatně.
- Autogenní způsob svařování není možný u žádného z těchto dvou procesů, protože přídavek je aplikován inherentně. Autogenní svařování se provádí bez použití přídavného materiálu.
- Oba procesy jsou použitelné pouze pro vodivé obecné kovy. Ve skutečnosti jsou všechny procesy obloukového svařování použitelné pouze pro vodivé materiály, protože základní kovy jsou tvořeny jednou elektrodou pro vytvoření oblouku. Několik málo postupů svařování v pevném stavu (jako je svařování třením, svařování výbuchem atd.) a moderních postupů svařování (jako je LBW, PAW atd.) lze použít pro elektricky nevodivé materiály.
Rozdíl mezi SMAW a GMAW
| SMAW | GMAW |
|---|---|
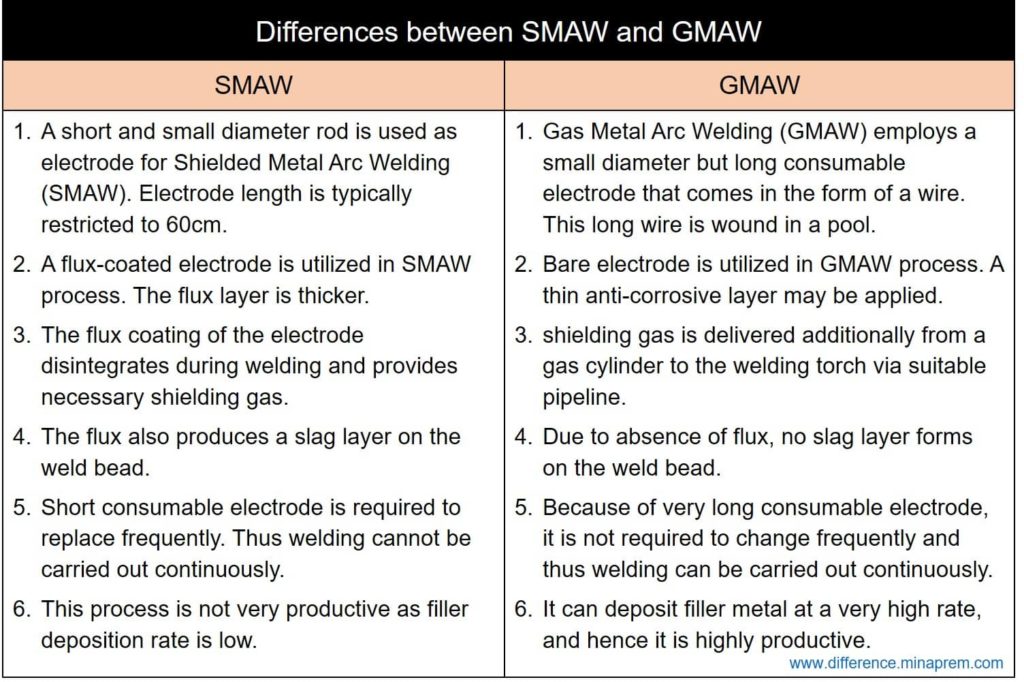
| Pro svařování v ochranné atmosféře (SMAW) se jako elektroda používá krátká tyč o malém průměru. Délka elektrody je obvykle omezena na 60 cm. | Plynové obloukové svařování kovů (GMAW) využívá malého průměru, ale dlouhé spotřební elektrody, která má podobu drátu. Tento dlouhý drát se navíjí do bazénku. |
| Krátkou spotřební elektrodu je nutné často vyměňovat. Svařování tak nelze provádět nepřetržitě po delší dobu. | Vzhledem k tomu, že se jedná o velmi dlouhou spotřební elektrodu, není nutné ji často měnit, a svařování tak lze provádět nepřetržitě po delší dobu. |
| Tento proces není příliš produktivní, protože rychlost ukládání přídavného kovu je nízká. | Může ukládat přídavný kov velmi vysokou rychlostí, a proto je vysoce produktivní. |
| Při procesu SMAW se využívá tavná obalená elektroda. Vrstva tavidla je silnější. | V procesu GMAW se používá holá elektroda. Někdy je na elektrodě nanesena tenká vrstva antikorozního povlaku. |
| Povlak tavidla na elektrodě se během svařování rozpadá a poskytuje potřebný ochranný plyn. | Tady je ochranný plyn dodáván dodatečně z plynové lahve do svařovacího hořáku vhodným potrubím. |
| Tavidlo také vytváří na svarové liště vrstvu strusky. Tato strusková vrstva chrání horkou lázeň svarového kovu před oxidací, ale může také vést k vadám svařování, pokud se usadí uvnitř svarové lázně. | Vzhledem k nepřítomnosti tavidla se na svarové lázni netvoří žádná strusková vrstva. Změny defektů v podobě vnoření strusky jsou tedy také nulové. |
| Je univerzální, protože může být použito na různých místech v několika orientacích (polohách). | Přednostně se používá pouze pro polohu dole nebo šikmo. |
| Jak název napovídá, ruční obloukové svařování kovů (MMAW) se většinou provádí ručně. S tímto procesem je tedy spojeno riziko lidské chyby. | GMAW lze snadno automatizovat a vyžaduje minimální zásah lidské obsluhy. V souladu s tím eliminuje riziko lidských chyb. |
.