Sudarea cu arc electric este un tip de procedeu de sudare prin fuziune în care se utilizează un arc electric pentru a furniza căldură pentru fuzionarea suprafețelor de lipire ale materialelor de bază care urmează să fie îmbinate. Pentru a suda o mare varietate de materiale în diferite moduri, există mai multe procedee de sudare cu arc electric, și anume: sudarea cu arc electric cu metal protejat, sudarea cu arc electric cu gaz metalic, sudarea cu arc electric cu gaz tungsten, sudarea cu arc electric submersibil, sudarea cu arc electric cu miez de flux, sudarea cu arc electric submersibil, sudarea cu arc electric cu bolț, sudarea cu arc electric cu carbon etc. Sudarea cu arc metalic ecranat (SMAW), cunoscută și sub denumirea de sudare cu arc metalic manual (MMAW), este un procedeu de sudare prin fuziune în care arcul electric se stabilește între un electrod acoperit cu flux și plăcile de bază conductoare. Aici, electrodul este consumabil și, astfel, topește depozitele de pe cordonul de sudură pentru a furniza material de adaos. Acest electrod consumabil se prezintă sub formă de tijă scurtă și, prin urmare, se dorește înlocuirea frecventă. Acest lucru întrerupe procesul și îngreunează productivitatea. Metalul electrodului este, de asemenea, acoperit cu un fondant adecvat pentru a-l proteja de oxidare. Acest flux se dezintegrează, de asemenea, în timpul sudării și produce gazul de protecție necesar pentru protejarea cordonului de sudură fierbinte de oxidarea și contaminarea nedorită. Procesul SMAW se realizează în mod normal manual și de aici și denumirea de sudare cu arc metalic manual (MMAW). Operarea manuală face, de asemenea, ca procesul să fie versatil și, astfel, procesul SMAW are o mare varietate de aplicații civile și industriale.
Sudarea cu arc metalic cu gaz (GMAW) este un alt proces de sudare prin fuziune în care arcul electric este stabilit între un electrod gol continuu și plăcile de bază conductoare. Spre deosebire de SMAW, care utilizează un electrod scurt de tip tijă, GMAW utilizează un electrod de sârmă cu o lungime foarte mare. Acest electrod de sârmă este înfășurat într-un bazin, astfel încât să poată fi alimentat continuu pentru o durată mai lungă. Electrodul este de natură consumabilă și, prin urmare, se topește pentru a depune materialul de umplere necesar la spațiul dintre rădăcini. Electrodul GMAW nu este acoperit cu niciun flux și, prin urmare, gazul de protecție este furnizat separat pentru a proteja cordonul de sudură fierbinte. Acest gaz de protecție poate fi fie gaze inerte, cum ar fi argon, heliu și azot (în cazul sudării cu gaz inert metalic sau MIG), fie un amestec de gaze active și inerte (în cazul sudării cu gaz activ metalic sau MAG). Procesul se desfășoară de obicei în mod automat, cu o intervenție umană minimă. Datorită alimentării continue a sârmei electrod, procedeul GMAW oferă o rată foarte mare de depunere a materialului de adaos care face ca procesul să fie foarte productiv. Cu toate acestea, procesul este lipsit de flexibilitate. Diverse asemănări și diferențe între sudarea cu arc metalic protejat (SMAW) și sudarea cu arc metalic cu gaz (GMAW) sunt prezentate mai jos în format tabelar.
- Atât SMAW, cât și GMAW sunt procese de sudare prin fuziune, deoarece suprafețele de faianță ale componentelor de bază sunt topite cu ajutorul căldurii arcului electric pentru a forma coalescență. De fapt, toate procedeele de sudare cu arc electric sunt sudare prin fuziune.
- Ambele procedee utilizează electrozi consumabili. Un electrod consumabil se topește datorită căldurii arcului electric și se depune succesiv pe cordonul de sudură. Astfel, el furnizează materialul de umplere necesar pentru a umple golul de rădăcină. Astfel, nu este necesară furnizarea separată de material de adaos.
- Modul autogen de sudare nu este posibil prin niciunul dintre aceste două procedee, deoarece materialul de adaos este aplicat în mod inerent. O sudare autogenă se realizează fără aplicarea vreunui material de adaos.
- Ambele procedee sunt aplicabile numai la metale de bază conductoare. De fapt, toate procedeele de sudare cu arc electric sunt aplicabile numai materialelor conductoare, deoarece metalele de bază sunt transformate într-un singur electrod pentru stabilirea arcului electric. Puține procedee de sudare în stare solidă (cum ar fi sudarea prin frecare, sudarea prin explozie etc.) și procedeele moderne de sudare (cum ar fi LBW, PAW etc.) pot fi aplicate pentru materiale neconductoare din punct de vedere electric.
Diferențe între SMAW și GMAW
| SMAW | GMAW |
|---|---|
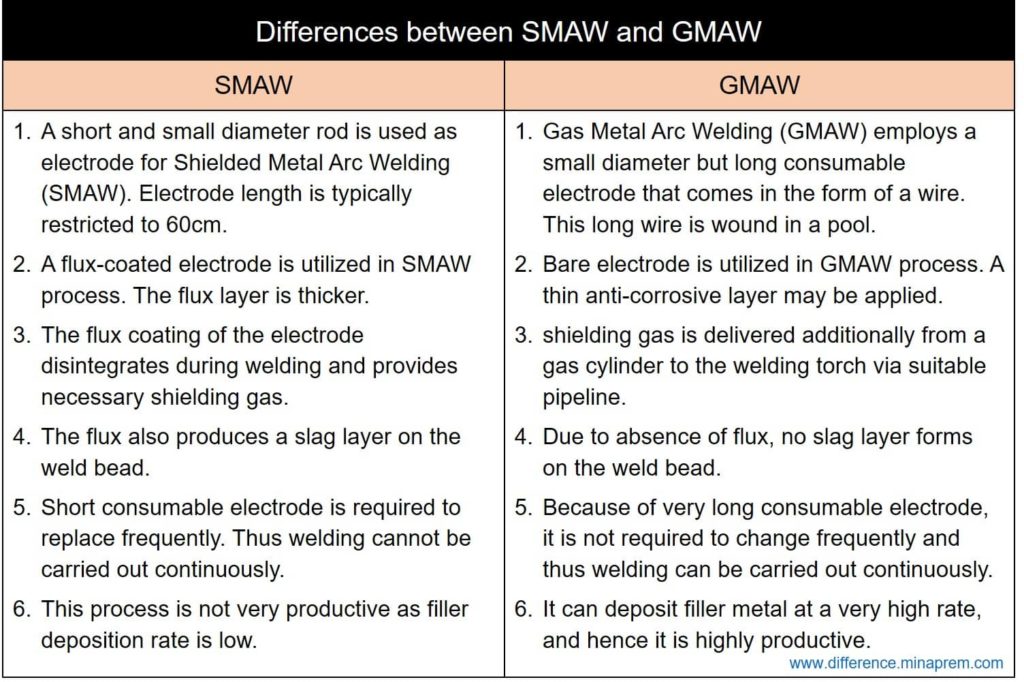
| Ca electrod pentru sudarea cu arc metalic protejat (SMAW) se utilizează o tijă scurtă și cu diametru mic. Lungimea electrodului este de obicei limitată la 60 cm. | Sudarea cu arc metalic cu gaz (GMAW) utilizează un electrod consumabil de diametru mic, dar lung, care se prezintă sub forma unui fir. Acest fir lung este înfășurat într-un bazin. |
| Electrodul consumabil scurt este necesar să fie înlocuit frecvent. Astfel, sudarea nu poate fi efectuată în mod continuu pe o durată mai lungă. | Din cauza electrodului consumabil foarte lung, nu este necesară înlocuirea frecventă a acestuia și astfel sudarea poate fi efectuată în mod continuu pe o durată mai lungă. |
| Acest procedeu nu este foarte productiv deoarece rata de depunere a metalului de adaos este scăzută. | Se poate depune metal de adaos la o rată foarte mare și, prin urmare, este foarte productiv. |
| În procedeul SMAW se utilizează un electrod acoperit cu flux. Stratul de flux este mai gros. | Electrodul gol este utilizat în procesul GMAW. Uneori, pe electrod se depune un strat subțire de acoperire anticorozivă. |
| Învelișul de flux al electrodului se dezintegrează în timpul sudării și furnizează gazul de protecție necesar. | În acest caz, gazul de protecție este livrat suplimentar de la o butelie de gaz la torța de sudură prin intermediul unei conducte adecvate. |
| Fluxul produce, de asemenea, un strat de zgură pe cordonul de sudură. Acest strat de zgură protejează stratul de metal sudat fierbinte de oxidare, dar poate duce și la defecte de sudare dacă se înglobează în interiorul cordonului de sudură. | Datorită absenței fluxului, nu se formează niciun strat de zgură pe cordonul de sudură. Deci, schimbările de defect de incluziune a zgurii sunt, de asemenea, nule. |
| Este versatilă, deoarece poate fi utilizată în diferite locații în mai multe orientări (poziții). | Este preferată doar pentru poziția în jos sau înclinată. |
| După cum sugerează și numele, sudarea manuală cu arc metalic (MMAW) se realizează în cea mai mare parte manual. Deci, riscul de eroare umană este asociat cu acest proces. | GMAW poate fi ușor automatizat, necesitând o intervenție minimă a operatorului uman. În consecință, elimină riscul de erori umane. |
.