Kaarihitsaus on eräs sulahitsausprosessin tyyppi, jossa valokaarta käytetään syöttämään lämpöä liitettävien perusmateriaalien sulatuspintojen sulattamiseen. Jotta voidaan hitsata monenlaisia materiaaleja eri tavoin, on olemassa useita kaarihitsausprosesseja, nimittäin suojametallikaarihitsaus, kaasumetallikaarihitsaus, kaasuvolframikaarihitsaus, uppokaarihitsaus, täytekaarihitsaus, uppokaarihitsaus, nuppikaarihitsaus, hiilikaarihitsaus jne. Suojametallikaarihitsaus (SMAW), joka tunnetaan myös nimellä manuaalinen metallikaarihitsaus (MMAW), on yksi sulahitsausprosessi, jossa valokaari muodostuu vuolla päällystetyn elektrodin ja johtavien peruslevyjen välille. Tässä tapauksessa elektrodi on kulutuskelpoinen, joten se sulattaa hitsisulassa olevia kerrostumia lisäaineen syöttämiseksi. Tämä kuluva elektrodi on lyhyen puikon muodossa, joten se halutaan vaihtaa usein. Tämä keskeyttää prosessin ja haittaa tuottavuutta. Elektrodimetalli on myös päällystetty sopivalla vuolla hapettumiselta suojaamiseksi. Juoksute myös hajoaa hitsauksen aikana ja tuottaa tarvittavaa suojakaasua, joka suojaa kuumaa hitsisulaa ei-toivotulta hapettumiselta ja likaantumiselta. SMAW-prosessi suoritetaan yleensä käsin, minkä vuoksi siitä käytetään nimeä manuaalinen metallikaarihitsaus (MMAW). Käsikäyttö tekee prosessista myös monipuolisen, ja siksi SMAW-prosessilla on monenlaisia siviili- ja teollisuussovelluksia.
Gasimetallikaarihitsaus (GMAW) on toinen sulahitsausprosessi, jossa valokaari muodostuu jatkuvan paljaan elektrodin ja johtavien peruslevyjen välille. Toisin kuin SMAW-menetelmässä, jossa käytetään lyhyttä puikkoelektrodia, GMAW-menetelmässä käytetään hyvin pitkää lankaelektrodia. Tämä lankaelektrodi kierretään altaaseen, jotta sitä voidaan syöttää yhtäjaksoisesti pidemmän aikaa. Elektrodi on luonteeltaan kuluva, joten se sulaa, jotta tarvittava täyteaine saadaan kerrostettua juuriaukkoon. GMAW-elektrodia ei ole päällystetty vuolla, joten suojakaasu syötetään erikseen kuuman hitsisulan suojaamiseksi. Tämä suojakaasu voi olla joko inerttiä kaasua, kuten argonia, heliumia ja typpeä (metallin suojakaasuhitsauksessa eli MIG-hitsauksessa) tai aktiivisten ja inerttien kaasujen seosta (metallin aktiivikaasuhitsauksessa eli MAG-hitsauksessa). Prosessi suoritetaan yleensä automaattisesti siten, että ihmisen toiminta on mahdollisimman vähäistä. Lankaelektrodin jatkuvan syötön ansiosta GMAW-prosessi tarjoaa erittäin korkean lisäaineen laskeutumisnopeuden, mikä tekee prosessista erittäin tuottavan. Prosessista puuttuu kuitenkin joustavuus. Suojametallikaarihitsauksen (SMAW) ja kaasumetallikaarihitsauksen (GMAW) erilaiset yhtäläisyydet ja erot on esitetty jäljempänä taulukkomuodossa.
- Kaikki SMAW- ja GMAW-prosessit ovat fuusiohitsausprosesseja, sillä peruskomponenttien sulanapitopinnat sulatetaan valokaaren lämpökaasun avulla, jolloin syntyy yhteyttämistä. Itse asiassa kaikki kaarihitsausprosessit ovat sulahitsausta.
- Kummassakin prosessissa käytetään kuluvaa elektrodia. Kulutuselektrodi sulaa kaarilämmön vaikutuksesta ja kerrostuu peräkkäin hitsisulaan. Niinpä se tuottaa tarvittavan lisäaineen täyttämään juureen jäävän raon. Näin ollen lisäainetta ei tarvitse toimittaa erikseen.
- Autogeeninen hitsaustapa ei ole mahdollinen kummallakaan näistä kahdesta prosessista, koska lisäainetta käytetään luonnostaan. Autogeeninen hitsaus suoritetaan ilman lisäaineen käyttöä.
- Kumpikin prosessi soveltuu vain johtaville epäjaloille metalleille. Itse asiassa kaikkia kaarihitsausprosesseja voidaan soveltaa vain johtaville materiaaleille, koska perusmetalleista tehdään yksi elektrodi valokaaren muodostamiseksi. Muutamia kiinteän olomuodon hitsausprosesseja (kuten kitkahitsaus, räjähdyshitsaus jne.) ja nykyaikaisia hitsausprosesseja (kuten LBW, PAW jne.) voidaan soveltaa sähköä johtamattomiin materiaaleihin.
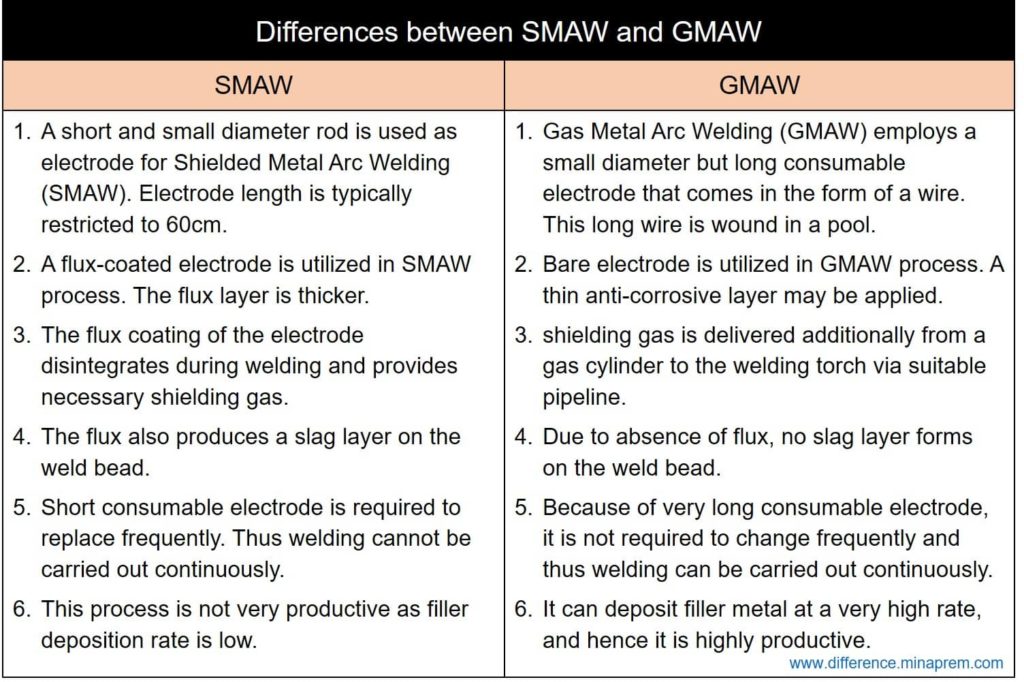
SMAW:n ja GMAW:n erot
| SMAW | GMAW |
|---|---|
| Suojametallikaarihitsauksessa (SMAW, Shielded Metal Arc Welding) käytetään elektrodina lyhyttä ja halkaisijaltaan pientä puikkoa. Elektrodin pituus on yleensä rajoitettu 60 cm:iin. | Gasimetallikaarihitsauksessa (GMAW) käytetään halkaisijaltaan pientä mutta pitkää kuluvaa elektrodia, joka on langan muodossa. Tämä pitkä lanka kierretään altaaseen. |
| Lyhyt kuluva elektrodi on vaihdettava usein. Näin ollen hitsausta ei voida suorittaa yhtäjaksoisesti pidemmän aikaa. | Erittäin pitkän kulutuselektrodin vuoksi sitä ei tarvitse vaihtaa usein, joten hitsausta voidaan suorittaa yhtäjaksoisesti pidemmän aikaa. |
| Tämä prosessi ei ole kovin tuottava, koska lisäaineen laskeutumisnopeus on alhainen. | Prosessissa voidaan laskea lisäainetta hyvin suurella nopeudella, joten se on erittäin tuottava. |
| SMAW-prosessissa hyödynnetään flux-pinnoitettua elektrodia. Vuokerros on paksumpi. | Paljas elektrodi on käytössä GMAW-prosessissa. Joskus elektrodin päälle levitetään ohut korroosionestopinnoitekerros. |
| Elektrodin flux-pinnoite hajoaa hitsauksen aikana ja tuottaa tarvittavan suojakaasun. | Tässä suojakaasu syötetään lisäksi kaasupullosta hitsauspolttimeen sopivaa putkistoa pitkin. |
| Fux tuottaa hitsauspulliin myös kuonakerroksen. Tämä kuonakerros suojaa kuumaa hitsisulaa hapettumiselta, mutta voi myös aiheuttaa hitsausvirheitä, jos se pääsee uppoamaan hitsisulan sisälle. | Johtuen siitä, että hitsausliuosta ei käytetä, hitsisulaan ei muodostu kuonakerrosta. Joten kuonan sulkeutumisvirheiden muutokset ovat myös olemattomat. |
| Se on monipuolinen, koska sitä voidaan käyttää eri paikoissa useissa eri suunnissa (asennoissa). | Se on suositeltavin vain alaspäin suuntautuvassa tai kallellaan olevassa asennossa. |
| Nimensä mukaisesti käsikäyttöinen valokaarihitsaus (Manual Metal Arc Welding (MMAW)) suoritetaan enimmäkseen käsin. Tähän prosessiin liittyy siis inhimillisten virheiden riski. | GMAW voidaan helposti automatisoida, mikä edellyttää mahdollisimman vähän ihmisen puuttumista prosessiin. Näin ollen se poistaa inhimillisten virheiden riskin. |
.