Az ívhegesztés a fúziós hegesztési eljárások egyik típusa, ahol elektromos ív segítségével hőt biztosítanak a kötendő alapanyagok olvadó felületeinek összeolvasztásához. A sokféle anyag különböző módon történő hegesztése érdekében számos ívhegesztési eljárás létezik, nevezetesen a védőfém ívhegesztés, a gázfém ívhegesztés, a gáz-volfram ívhegesztés, a merülő ívhegesztés, a folyékony töltőanyagú ívhegesztés, a merülő ívhegesztés, a tüskeívhegesztés, a szén ívhegesztés stb. A védett fém ívhegesztés (SMAW), más néven kézi fém ívhegesztés (MMAW), az egyik olyan fúziós hegesztési eljárás, ahol az ív egy folyasztószerrel bevont elektróda és a vezető alaplemezek között jön létre. Itt az elektróda fogyasztható, és így leolvasztja a hegesztési gyöngyön lévő betéteket, hogy pótanyagot szolgáltasson. Ez a fogyóelektród rövid pálca formájában érkezik, ezért gyakori cserére van szükség. Ez megszakítja a folyamatot és akadályozza a termelékenységet. Az elektróda fémet is bevonják megfelelő folyasztószerrel, hogy megvédjék az oxidációtól. Ez a hegesztőfolyadék szintén szétesik hegesztés közben, és a forró hegesztési gyöngy védelméhez szükséges védőgázt termel a nemkívánatos oxidációtól és szennyeződéstől. Az SMAW-eljárást általában kézzel végzik, ezért kapta a kézi fémívhegesztés (MMAW) elnevezést. A kézi művelet is sokoldalúvá teszi az eljárást, így az SMAW-eljárás sokféle polgári és ipari alkalmazással rendelkezik.
A gázfém ívhegesztés (GMAW) egy másik fúziós hegesztési eljárás, ahol az ív egy folytonos csupasz elektróda és a vezető alaplemezek között jön létre. Az SMAW-tól eltérően, amely rövid pálcaszerű elektródát használ, a GMAW nagyon hosszú huzalelektródát használ. Ezt a huzalelektródát egy medencébe tekerik, hogy hosszabb ideig folyamatosan táplálható legyen. Az elektróda fogyóelektródás, és így megolvad, hogy a szükséges töltőanyagot a gyökérhézagban lerakja. A GMAW-elektróda nincs bevonva folyékony anyaggal, ezért a forró hegesztési gyöngy védelmére külön védőgázt kell biztosítani. Ez a védőgáz lehet inert gáz, például argon, hélium és nitrogén (fém inert gáz vagy MIG-hegesztés esetén), vagy aktív és inert gázok keveréke (fém aktív gáz vagy MAG-hegesztés esetén). A folyamat általában automatikusan, minimális emberi beavatkozással történik. A huzalelektród folyamatos adagolásának köszönhetően a GMAW-eljárás nagyon magas töltőanyag-lerakódási arányt biztosít, ami az eljárást rendkívül termelékennyé teszi. Az eljárás azonban nem elég rugalmas. A védett fém ívhegesztés (SMAW) és a gázfém ívhegesztés (GMAW) közötti különböző hasonlóságokat és különbségeket az alábbi táblázatos formában adjuk meg.
- Az SMAW és a GMAW is fúziós hegesztési eljárás, mivel az alapalkatrészek hegesztési felületei az ívhő segítségével összeolvadnak, hogy koaleszcencia alakuljon ki. Valójában minden ívhegesztési eljárás fúziós hegesztés.
- Mindkét eljárás fogyóelektródot használ. A fogyóelektród az ívhő hatására megolvad, és egymás után lerakódik a hegesztési gyöngyön. Így biztosítja a szükséges töltőanyagot a gyökhézag kitöltéséhez. Így nincs szükség külön adagolandó töltőanyagra.
- Autogén hegesztési mód a két eljárás egyikével sem lehetséges, mivel a töltőanyagot eredendően alkalmazzák. Az autogén hegesztés töltőanyag alkalmazása nélkül történik.
- Mindkét eljárás csak vezető nemesfémekhez alkalmazható. Valójában minden ívhegesztési eljárás csak vezető anyagokra alkalmazható, mivel az ív létrehozásához az alapfémekből egy elektródot készítenek. Kevés szilárdtesthegesztési eljárás (mint a súrlódáshegesztés, robbanáshegesztés stb.) és a modern hegesztési eljárások (mint az LBW, PAW stb.) alkalmazhatók elektromosan nem vezető anyagokra.
Különbségek az SMAW és a GMAW között
| SMAW | GMAW |
|---|---|
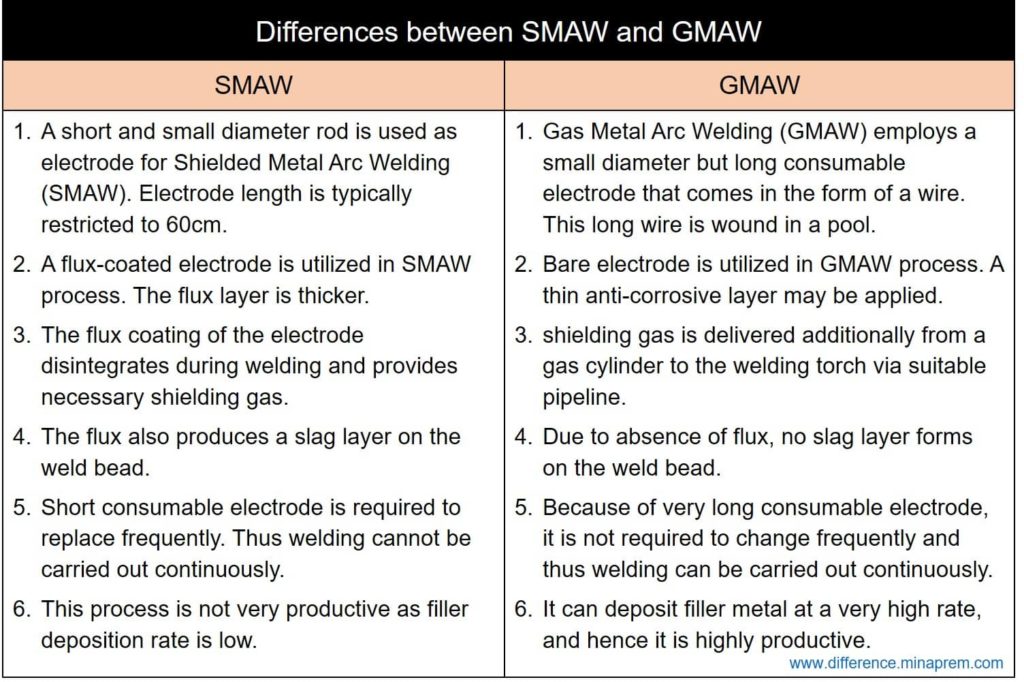
| A védett fém ívhegesztés (SMAW) elektródájaként rövid és kis átmérőjű pálcát használnak. Az elektróda hossza általában 60 cm-re korlátozódik. | A gázfém ívhegesztés (GMAW) egy kis átmérőjű, de hosszú fogyóelektródát használ, amely huzal formájában érkezik. Ezt a hosszú huzalt egy medencébe tekerik. |
| A rövid fogyóelektródot gyakran kell cserélni. Így a hegesztés hosszabb ideig nem végezhető folyamatosan. | A nagyon hosszú fogyóelektróda miatt azt nem kell gyakran cserélni, és így a hegesztés hosszabb ideig folyamatosan végezhető. |
| Ez az eljárás nem túl termelékeny, mivel a töltőanyag lerakódási sebessége alacsony. | A töltőanyagot nagyon nagy sebességgel képes lerakni, és ezért nagyon termelékeny. |
| A SMAW-eljárásban fluxusbevonatú elektródát használnak. A fluxusréteg vastagabb. | A GMAW-eljárásban csupasz elektródát használnak. Néha egy vékony korróziógátló bevonatréteget helyeznek el az elektródán. |
| Az elektróda fluxusrétege hegesztés közben szétesik és biztosítja a szükséges védőgázt. | Itt a védőgázt kiegészítőleg egy gázpalackból megfelelő csővezetéken keresztül juttatják a hegesztőpisztolyba. |
| A fluxus salakréteget is képez a hegesztési gyöngyön. Ez a salakréteg védi a forró hegesztett fémmedencét az oxidációtól, de hegesztési hibákhoz is vezethet, ha beágyazódik a hegesztőgyöngy belsejébe. | A hegesztőfolyadék hiánya miatt nem képződik salakréteg a hegesztőgyönkön. Így a salakbevonási hiba változása is nulla. |
| Ez sokoldalú, mivel különböző helyeken, többféle orientációban (helyzetben) alkalmazható. | Kizárólag a lefelé irányuló vagy ferde pozíciót részesítik előnyben. |
| Amint a neve is mutatja, a kézi fémívhegesztést (MMAW) többnyire kézzel végzik. Így az emberi hiba kockázata társul ehhez a folyamathoz. | A GMAW könnyen automatizálható, és minimális emberi beavatkozást igényel. Ennek megfelelően kiküszöböli az emberi hibák kockázatát. |
.