Bågsvetsning är en typ av fusionssvetsningsprocess där en elektrisk båge används för att tillföra värme för att smälta de fästande ytorna på de basmaterial som ska sammanfogas. För att svetsa många olika material på olika sätt finns det flera bågsvetsningsprocesser, nämligen skyddad metallbågssvetsning, gasmetallbågssvetsning, gasvolframbågssvetsning, nedsänkt bågsvetsning, flussborrad bågsvetsning, nedsänkt bågsvetsning, bågstiftsbågssvetsning, kolbågsbågsbågssvetsning, osv. Skyddad metallbågssvetsning (SMAW), även kallad manuell metallbågssvetsning (MMAW), är en fusionssvetsningsprocess där ljusbågen etableras mellan en flussbelagd elektrod och de ledande grundplattorna. Här är elektroden förbrukningsbar och smälter därför avlagringar på svetskanten för att tillföra fyllnadsmaterial. Denna förbrukningselektrod kommer i form av en kort stav och därför måste den bytas ut ofta. Detta avbryter processen och hämmar produktiviteten. Elektroden är också belagd med lämpligt flussmedel för att skydda mot oxidation. Detta flussmedel sönderfaller också under svetsningen och producerar den skyddsgas som behövs för att skydda den heta svetskulan från oönskad oxidation och förorening. SMAW-processen utförs normalt manuellt, därav namnet Manual Metal Arc Welding (MMAW). Manuell drift gör också processen mångsidig och därför har SMAW-processen många olika civila och industriella tillämpningar.
Gas Metal Arc Welding (GMAW) är en annan fusionssvetsningsprocess där ljusbågen etableras mellan en kontinuerlig naken elektrod och de ledande grundplattorna. Till skillnad från SMAW som använder en kort stavliknande elektrod, använder GMAW en trådelektrod med mycket lång längd. Denna trådelektrod är lindad i en pool så att den kan tillföras kontinuerligt under en längre tid. Elektroden är förbrukningsbar till sin natur och smälter därför ner för att deponera nödvändigt fyllmedel vid rotspalten. GMAW-elektroden är inte belagd med något flussmedel och därför levereras skyddsgas separat för att skydda den heta svetspärlan. Skyddsgasen kan vara antingen inerta gaser som argon, helium och kväve (vid metallinert gas eller MIG-svetsning) eller en blandning av aktiva och inerta gaser (vid metallaktiv gas eller MAG-svetsning). Processen utförs vanligtvis automatiskt med minimalt mänskligt ingripande. På grund av den kontinuerliga matningen av trådelektroden ger GMAW-processen en mycket hög grad av tillsatsdeposition, vilket gör processen mycket produktiv. Processen saknar dock flexibilitet. Olika likheter och skillnader mellan Shielded Metal Arc Welding (SMAW) och Gas Metal Arc Welding (GMAW) anges nedan i tabellformat.
- Både SMAW och GMAW är fusionssvetsningsprocesser eftersom de fästa ytorna på baskomponenterna smälts samman med hjälp av ljusbågsvärme för att bilda koalescens. I själva verket är alla bågsvetsningsprocesser fusionssvetsning.
- Båda processerna använder förbrukningselektroder. En förbrukningselektrod smälter på grund av ljusbågsvärmen och lägger sig successivt på svetskanten. Den ger alltså nödvändigt fyllmedel för att fylla rotspalten. Det krävs alltså ingen separat tillförsel av fyllmedel.
- Autogen svetsning är inte möjlig med någon av dessa två processer eftersom fyllmedel tillförs av sig självt. En autogen svetsning utförs utan att något fyllnadsmaterial appliceras.
- Båda processerna är endast tillämpliga på ledande basmetaller. Faktum är att alla bågsvetsningsprocesser endast är tillämpliga på ledande material eftersom basmetallerna utgör en elektrod för att skapa ljusbågen. Få fasta svetsprocesser (som friktionssvetsning, explosionssvetsning etc.) och moderna svetsprocesser (som LBW, PAW etc.) kan tillämpas på elektriskt icke-ledande material.
Skillnader mellan SMAW och GMAW
| SMAW | GMAW |
|---|---|
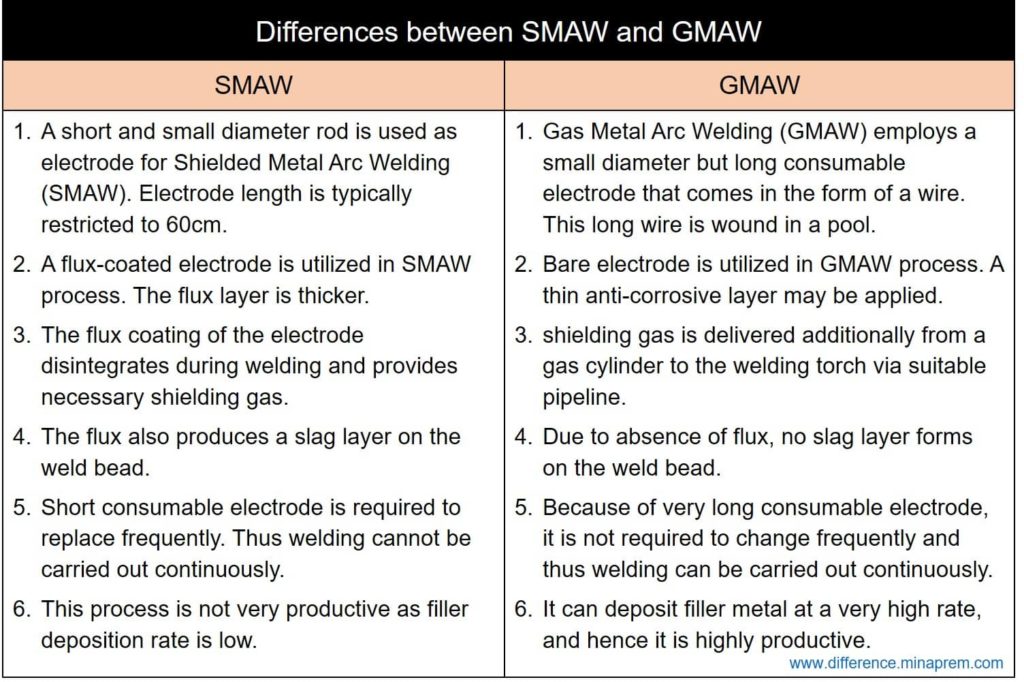
| En stav med kort och liten diameter används som elektrod vid sköldbågssvetsning (SMAW). Elektrodens längd är vanligtvis begränsad till 60 cm. | Gas Metal Arc Welding (GMAW) använder en förbrukningselektrod med liten diameter men lång förbrukningselektrod som kommer i form av en tråd. Denna långa tråd är lindad i en pool. |
| Den korta förbrukningselektroden måste bytas ut ofta. Svetsningen kan därför inte utföras kontinuerligt under en längre tid. | På grund av den mycket långa förbrukningselektroden behöver den inte bytas ofta och svetsningen kan därför utföras kontinuerligt under en längre tid. |
| Denna process är inte särskilt produktiv eftersom avsättningen av fyllnadsmetall är låg. | Den kan avsätta fyllnadsmetall med mycket hög hastighet och är därför mycket produktiv. |
| En flussbelagd elektrod används i SMAW-processen. Flusskiktet är tjockare. | En obearbetad elektrod används i GMAW-processen. Ibland avsätts ett tunt korrosionsskyddande beläggningsskikt på elektroden. |
| Fluxbeläggningen på elektroden sönderdelas under svetsningen och ger nödvändig skyddsgas. | Här levereras skyddsgasen dessutom från en gasflaska till svetsbrännaren via en lämplig rörledning. |
| Flödet ger också upphov till ett slaggskikt på svetskulan. Detta slaggskikt skyddar den heta svetsmetallen från oxidation, men kan också leda till svetsfel om det bäddas in i svetskanten. | På grund av avsaknaden av flussmedel bildas inget slaggskikt på svetskanten. Så förändringarna av slagginlutningsfel är också noll. |
| Den är mångsidig eftersom den kan användas på olika platser i flera riktningar (positioner). | Den är att föredra endast för nedåtgående eller lutande positioner. |
| Som namnet antyder utförs manuell metallbågssvetsning (MMAW) mestadels manuellt. Risken för mänskliga fel är alltså förknippad med denna process. | GMAW kan lätt automatiseras och kräver ett minimalt ingripande av den mänskliga operatören. Följaktligen elimineras risken för mänskliga fel. |